






Ms. Jenny Wang
Que puis-je faire pour vous?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
Type de paiement:L/C,T/T,D/P,D/A,Paypal
Incoterm:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES
Quantité de commande minimum:1 Set/Sets
transport:Ocean,Air,Land,Express
Hafen:Ningbo,Shanghai,Shenzhen
$1000-50000 /Set/Sets
Modèle: CT-11006
marque: Ceto
Lieu D'origine: Chine
Méthode De Formation: Moule à injection en plastique
Matériel Produit: Plastique
Produit: Produit ménager
Shaping Mode: Injection Mould
Surface Finish Process: Polishing
Mould Cavity: Single Cavity
Plastic Material: HDPE
Process Combination Type: Single-Process Mode
Application: Commodity
Runner: Hot Runner
Design Software: UG
Installation: Fixed
Certification: ISO
Standard: DME
Customized: Customized
Détails d'emballage: Boite en bois
productivité: 500000shots/mold life
transport: Ocean,Air,Land,Express
Lieu d'origine: Chine
Soutenir: 10sets/month
Certificats : ISO
Code SH: 8480790090
Hafen: Ningbo,Shanghai,Shenzhen
Type de paiement: L/C,T/T,D/P,D/A,Paypal
Incoterm: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES




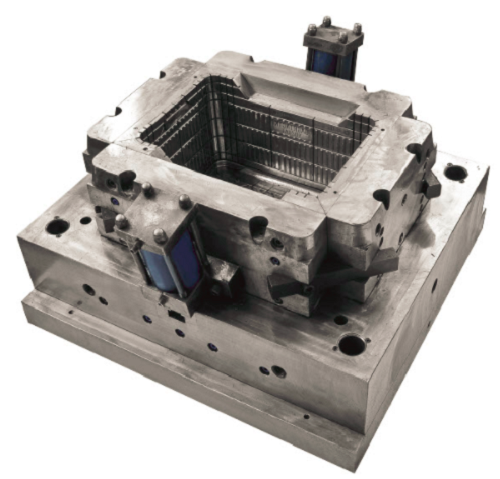
Points techniques du moule de caisse. Un dépannage correct doit adopter une approche systématique de la résolution des problèmes. Il existe deux types de défaillances: les problèmes de contrôle qualité et les problèmes rencontrés lors du démarrage de la production. Si une œuvre a été réalisée avec succès dans le passé, mais que le produit n'est plus conforme aux normes, il y a alors un problème de contrôle de la qualité, qui résulte de modifications de certains facteurs du processus. Pour résoudre ces problèmes, vous devez déterminer ce qui a changé et remettre le processus dans un état approprié. Des problèmes au début de la production surviennent lors de la mise en service d'un nouveau moule ou d'une nouvelle machine.
La plupart des problèmes de contrôle qualité sont causés par les conditions du processus, les matériaux ou l'entretien des machines et des moules.Si le problème survient après le changement de matériau, essayez un autre lot.Il est conseillé de conserver un échantillon du lot de matériaux précédent.

Si le réglage de la matrice est basé sur des pièces déjà réussies, vérifiez les conditions de réglage d'origine.Si le moule est déplacé vers une autre machine pour utilisation, des ajustements mineurs peuvent être nécessaires pour la nouvelle machine.Si la matrice est modifiée pendant son temps d'arrêt, un ajustement du processus peut être nécessaire.
Pour résoudre les problèmes rencontrés au début de la production, il est nécessaire de déterminer la gamme de matériaux pour garantir qu'un ensemble de conditions puisse produire une pièce qualifiée.
Les conditions du processus sont d'abord définies au milieu de la plage de traitement des matériaux, puis le processus est ajusté pour résoudre les problèmes observés.Si il n'est pas possible de produire un artefact réussi, déterminez les combinaisons de variables qui doivent être modifiées pour résoudre Ces changements peuvent inclure la sélection des matériaux, la sélection de la machine et / ou la refonte du moule.

Problèmes techniques lors du démarrage de la production de moules pour caisses
Disparité de soudage
Ventilation NG
L'évent est situé au site de remplissage final et à l'extrémité avant du bain de fusion
Augmentez la taille de l'évent.
La température de fusion est trop basse
Augmentez la température de fusion et / ou de filière.
Augmentez la vitesse d'injection.
Manque de plastique et signes de brûlure
Air emprisonné et mauvaise évacuation.
Améliorez les évents et / ou transférez-les dans les zones brûlées.
Manque de plastique mais pas de brûlure
Le matériel ne suffit pas
Si possible, augmentez le volume d'injection, sinon transférez-le vers une machine plus grande.
Bloc d'entrée de porte
Réduisez la vitesse et la contre-pression.
Baissez la température à l'arrière du canon.
La pression d'injection ne suffit pas
Augmentez la pression d'injection
La viscosité du matériau est trop élevée.
Augmentez la vitesse d'injection.
Augmentez la température de traitement.
Utilisez des composites à faible viscosité.
Agrandir les portes et les glissières.
Moule de caisse de débordement
Sur pression d'injection élevée
Réduit la pression et le temps d'injection.
Le matériel est trop
Réduisez le volume d'injection.
La viscosité du matériau est trop faible
Réduisez la vitesse d'injection.
Réduisez la température de traitement.
Moule lâche
Traitez ou rectifiez les surfaces de séparation.
Pas assez de force de serrage
Utilisez des composites à viscosité élevée.
Augmentez le tonnage de serrage.
Réduisez l'épaisseur de l'évent.
Transférer sur une machine plus grande.
Pore ou effondrement
Des pores apparaissent dans la pièce, l'effondrement se détache de la paroi du moule
Pression de remplissage insuffisante lors de la solidification.
Augmentez la pression de remplissage et prolongez le temps.
Augmentez la taille de la porte.
Transférez le portail dans la partie la plus épaisse.
Augmentez la taille du coureur.
Les matériaux de retrait et de fusion des matériaux sont rares
Réduisez l'épaisseur de la paroi
Des bulles d'air
La surface de la pièce se gonfle de bulles.

Piège à air
Changez la position de la porte ou modifiez le chemin d'écoulement.
Une broche est disposée sur la pièce pour éliminer le phénomène d'air piégé.
La trace d'écoulement et le remplissage inversé
Remplissez de mince à épais.
Transférer la position du portail sur une partie plus épaisse.
La trace d'écoulement
ombre
La surface est irrégulière.
Ondulations radiales.
La trace d'écoulement
froissement
Cette zone n'est pas également remplie.
Changez la position de la porte pour égaliser la fusion ou réduire le diamètre du patin.
Modèle d'écoulement en spirale
Haute viscosité à l'état fondu.
Augmentez la température de traitement.
Augmentez la vitesse d'injection.
Réduisez la taille de la porte.
Changer le type de porte.
Changez la position de la porte pour produire un impact.
Chaîne.
Contraction anisotrope.
Changer la position de la grille fait couler la fonte dans une seule direction.
Contrainte de moulage résiduelle élevée
Augmentez la température de traitement.
Réduisez la pression d'emballage.
Augmentez la température du moule.
Défauts de surface
Taches irrégulières
Les composites de haut poids moléculaire sont traités dans des moules hautement polis.
Utilisez plutôt le matériau composite de poids moléculaire inférieur.
La cavité du moule est remplacée par une surface texturée (usinage par décharge électronique, sablage, etc.).
Défauts de surface
Marques argent ou radiales
Le matériau est contaminé.
Vérifiez l'humidité (condensation) ou le matériau sec.
Vérifier la présence de contaminants ou d'humidité dans les matériaux recyclés et sécher si nécessaire.
Réduisez la vitesse d'injection.
Coefficient de cisaillement élevé.
Augmentez la température de traitement.
Augmentez la taille de la porte.
Marque de décapage
trop mou lors du démoulage.
Prolongez le temps de fermeture du moule.
Réduisez la température du moule.
Réduisez la température de traitement.
Passez à une surface de moule texturée pour un démoulage plus facile.
Augmentez la taille de la tige de dénudage.
Augmentez l'inclinaison du dessin de la pièce.
Réduisez l'épaisseur de la paroi.
Utilisez des matériaux composites contenant des agents de démoulage.
Utilisez des composites plus durs.
Odeur de brûlure
Jaunissement de la pièce
Dégradation des matériaux.
Remplacez la machine et voyez si le problème se reproduit.
Réduisez la température de traitement (en particulier à l'arrière du fût).
Réduisez le rapport de mélange des matériaux recyclés.
Raccourcissez votre séjour.
Remplacez la machine après le stationnement.
Passez à une machine plus petite.
Réduisez la température du système de canaux chauds.
Minimisez l'angle mort du collecteur de canaux chauds.
La pièce est collée sur le côté d'un demi-dé ou d'un dé fixe
Absence de force de libération.
Sablage à moitié mort.
Moitié B polie.
Utilisez un refroidisseur à demi-matrice.
Réglez la goupille de verrouillage sur le mode demi-B.
Augmentez l'angle de dessin de la pièce dans un demi-dé.
Lors du démoulage, la pièce est collée
Absence de force de libération.
Prolongez le temps de fermeture du moule.
Réduisez la température du moule.
Réduisez la température de traitement.
Réduisez le remplissage et le maintien de la pression.
Sablage B semi - matrice.
Augmentez la taille de la tige de dénudage.
Augmentez le nombre de barres d'effeuillage.
Augmentez l'inclinaison du dessin de la pièce.
Réglez le strippage d'air.
Couleur inégale
Mauvais processus de dispersion.
Augmentez la contre-pression et / ou la vitesse des vis.
Remplacez le support du mélange maître de couleur par le matériau dont le point de fusion est inférieur.
La pollution.
Vérifiez si les matériaux recyclés sont propres.
nous avons fait le moule à 1 cavité, 2 et 4 cavités ainsi que le moule d'empilage à 4 cavités. MOULE DE CAISSE, moulage de caisses en plastique, moules de caisses en plastique, moulures de caisses, fabricant chinois de moules de caisses.


Description détaillée du moule de palette en plastique
Notre service
Contrôle de qualité
Des étriers et des équipements de mesure CMM doivent être utilisés pour vérifier les dimensions critiques des moules d'injection plastique, certains points importants doivent être vérifiés 3 ou 4 fois et produire des rapports de dimensions, pour tous les points "NG", nous les vérifierons à nouveau et saurons comment améliorer les moules.


Nous nous attendons à avoir votre demande si des moules de palette en plastique ou des produits de palette en plastique, nous vous soumettrons un prix raisonnable avec des moules et des produits de haute qualité. Bienvenue à nous rendre visite à l'heure qui vous convient, nous sommes impatients de vous entendre, merci beaucoup.









